打印结束后,还需要对打印好的实体产品进行 后处理,后处理工艺一般包括固化处理、剥离、模型 的修整、上色等,最终打印出真正的模型制品。
利用Co基高温合金矩阵颗粒制备了柱状碳化物沉 积结构㈣;美国时装设计师和3D打印领域的专家利 用3D打印技术“制造”世界上第一款3D打印的泳
当然,在整个产品建模过程中,必须严格按照产品的 工程图,保证设计完全正确,最终3D打印机是严格 按照建模的数据生产制造。 1.2数据分割 将3D模型进行三维数据向二维数据的转换, 即把整个3D模型沿XY平面切割成若干个二维薄 片,每一个薄片的厚度由打印机自身的精度决定,当 然与选择的制作材料也有关,厚度一般从几十la,m 到几百Ixm之间。理论上说,分割的层数越多,打印 出的产品尺寸就越接近于原始设计数据。整个数据 分割都是由软件系统根据所设的参数自动完成的,
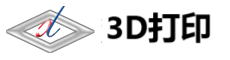
摘要:本文以某限位块模具型芯为例,利用生产浪费最小、能量消耗最低、污染排放最小的3D打印技术 理念生产制造,打破了传统的模具设计与制造方法,从而可以实现绿色模具和快速模具制造。 关键词:3D打印;模具;制造 中图分类号:TG665
次加工的时间约为2.1h, 如图8所示。进行3D打 印。最终打印的产品如图 9所示。
the formation of human embryonic stem cell spheroid
作者简介:王波(1979一),男,硕士在读,讲师,从事机械CAD/CAM 技术与应用教研
C919制造了3m长的钛合金部件㈣;Krishna【5_q等人 采用合金制备了多孔生物植入体;K.N.AmatotTl=等人
品工程图,选择合适的3D软件进行建模设计,设计 出的实体模型相当于二维打印的“原稿”。3D打印的 质量由3D建模质量决定,因此3D打印是建立在计 算机辅助设计(CAD)技术基础之上的。几乎所有的 3D建模软件都可以实现建模,在建模过程中可以使
一个截面层的厚度(通常约为0.1mm~0.2mm),然后 重复进行下一个截面轮廓的涂覆,直至完成整个工
3D打印加工过程 STL格式文件的准备 STL格式文件是目前3D打印所应用的标准文
片,每一层对应一个二维打印图案信息,再利用3D 打印机在一个平面上按照CAD图形层,将金属、塑 料甚至生物活性细胞组织【-01等材料黏合在一起,然 后再逐层叠加打印,通过一层一层不同二维图形的 累积,最后形成一个三维模型。如图2所示,网格部 分是XY平面,可以看做二维图案,3D打印设备反
【11】李不言,杨丽李.3D打印技术【J】.印刷质量与标准化,2013,(5):
【12】蒋建科,李秋荣,杭慧口.3D打印第三次工业革命的重大标志 【N].人民日报,2013—01—04(20). [13】叶晓婷,郑挺颖,季天也.走进中国3D打印车间叨.环境与生 活,2013,(1):20—23. 【14】刘书华.快速成型制造技术及应用叨.新技术新工艺,2000,(3):
等组成,其系统原理图如图5所示。其中,步进电机 同时驱动连接成形 头内的螺杆和送丝 构,当步进电机
(1)消除拉伤和压痕。将铝合金板材与折弯下模 之间的滑动摩擦改为滚动摩擦,使压痕得以消除,满
[1】杨玉英.实用冲压工艺及模具设计手册[MI.北京:机械工业出版 社,2004. [2]中国机械工程学会塑性工程学会.锻压手册[M].北京:机械工业 出版社.2007.
3.2.4参数设置 在加工新产品前,必须对成型过程技术参数进 行设置。为此,读入模具型芯STL文件后,便进行工 件加工参数的设置,其工件参数设置如图7所示。
[5】B.Vamsi Krishna,Weiehang Xue,Susmita Bose,etal.Engineered Por—
制造业的全球竞争力,奥巴马总统提出建立全美制 造业创新网络计划,3D打印被确定为主要发展方 向。2012年4月,英国《经济学家》(The Economist) 发表了一篇名为《第三次工业革命》的论述文章…,认 为3D打印与其他数字化生产模式一起促进第三次 产业革命的实现,并称之为“未来制造业发展的必然
3D打印过程类似于喷墨打印机的工作过程,所 不同的是喷墨打印机逐行喷绘完整图案时即结束工
3D打印机在完成了第一层喷绘后会在其基础上进 行第二层喷绘,喷绘的层数是根据数据分割二维薄
fabricated by selective laser 2229-2239.
mechanical behavior of Inconel 7 l 8 Materialia,2012,60:
faeturing)技术。是一种基于计算机辅助设计的、主要 采用逐层叠加制造方式将材料紧密结合在一起的工
艺131,可谓是一种颠覆传统的材料加工方法。1984年, 美国人查尔斯赫尔(Charles Hull)发明了立体光刻
技术,可用于打印3D模型,至今已有30年的发展 历程。该技术在工业制造、生物医疗、国防军工、航天 航空、建筑工程、艺术设计等多个领域都得到了应
[8】杨永强,刘洋,宋长辉.金属零件3D打印技术现状及研究进展 【J】.机电工程技术,2013,(4):1-7. [9】毛毛虫.3D打印将如何改变这个世界叨.第二课堂(初中),2013,
三角形网格就构成了三维实体的形状和尺寸。小三 角形必须是闭合的,它们的任何错误都可能导致切
沉积,是将丝状热熔性材料熔化,通过喷头喷出熔化 材料,喷头可沿XY平面移动,按分层截面形状沉积 在底板上,根据分层多少逐层加工,最后加工出所需 零件。熔融沉积法的优点是成型材料成本低,无异 味,成型零件机械性能较好,强度较高;缺点是成型
和设备资源上外,还要经过若干道工序或设备相互 配合,但3D打印免去了大量的人力和设备,一个人
同时操作多台设备,可以实现无人车间【13】。虽然目前 3D打印材料比较贵,但如果用来生产个性化产品, 其制作成本相比较就会降低。随着新材料不断涌现,
(2)加工周期短。传统加工制造一般 设计、模具制作、制作模型、修整等工序, 3D打印不用专门制作模具,直接根据3 来生成实体,并且对于外形复杂且无法
(3)个性化生产。个性化产品通常为单件小批量 生产,传统生产工艺成本高,周期长。3D则满足了个 性化需求,而且时效性强。同时,3D打印也适合新产 品样品的生产,对于样品的进一步开发研究有很大
促进作用。 (4)加工材料多。经过30年的不断发展,3D打 印技术已实现了金属、塑料、陶瓷、石料、尼龙、高分
(2)消除裂纹。实践证明,无压痕折弯模具工作 过程中模具与铝合金零件之间发生滚动摩擦,使铝 合金板材由两端向弯曲成形部位移动,消除因铝合 金延伸率较低造成成形区端部裂纹现象。
Design of no-press-mark bending die for forming process of aluminum alloy plate
在加工前,必须将卷筒状丝料(ABS)安装在固 定位置上,并将一端拉出,使其通过送料辊和导向套
for load—bearingimplantsfJ].Acta Biomate-
3D打印已发展到十余种工艺方法,如光固法 (SLA)、激光烧结法(SLS)、喷粒法(BPM)、掩层叠法 (LOM)、模固化法(SGC)、熔融沉积法(FDM)等[14—
发明立体光刻技术【121以来,经过30年的发展,3D打 印技术在精度上提高很快,目前一般的3D打印成 型精度基本可控制在0.3mm以下。比如3D System 公司的Projet